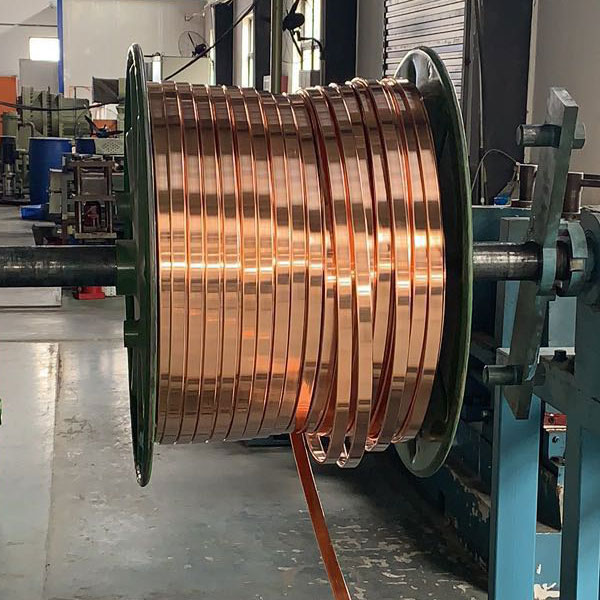


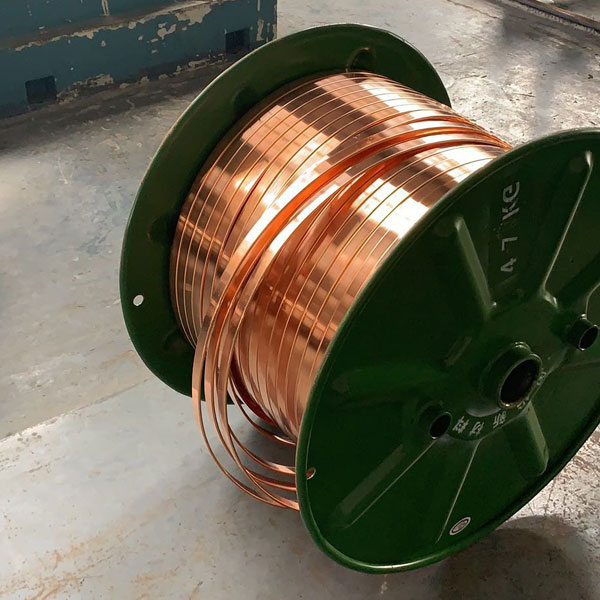
以下是:直销《鑫创荣业》0.3 0.4 0.5紫铜箔高性能产品的产品参数
产品参数 产品价格 电话议价 发货期限 不含 供货总量 大量现货 运费说明 当天 长度 6米 材质 国标T2T3 直销《鑫创荣业》0.3 0.4 0.5紫铜箔高性能产品,浙江省鑫创荣业商贸有限公司为您提供直销《鑫创荣业》0.3 0.4 0.5紫铜箔高性能产品,联系人:彭丽丽,电话:0527-88266222、18151371377,QQ:2689289878,请联系浙江省鑫创荣业商贸有限公司,发货地:小淀工业园发货到浙江。 浙江省 浙江人均GDP达到中上等发达国家和地区水平,城镇居民人均可支配收入、农村居民人均可支配收入连续多年居省(区)第1位,是唯一一个所有设区市居民收入都超过全国平均水平的省份。2021年5月,中共中央、国务院支持浙江高质量发展建设共同富裕示范区。
想要更直观地了解直销《鑫创荣业》0.3 0.4 0.5紫铜箔高性能产品产品吗??产品视频,带你走进产品世界
以下是:直销《鑫创荣业》0.3 0.4 0.5紫铜箔高性能产品的图文介绍
紫铜排色工业铝型材氧化膜破裂的根源及防止措施
紫铜排色工业铝型材中工业铝型材基体的热膨胀系数(a=ΔL/L.ΔT)约为23.2/℃,是紫铜色工业铝型材中表面氧化膜的约5倍之大,如果对紫铜色氧化膜进行一定封闭或其他方式填充后,则两者热膨胀系数的差异会进一步扩大,正是两者存在较大的热膨胀系数差异,使得在加热过程中氧化膜受到共为一体的工业铝型材基体拉应力作用,而当工业铝型材基体的拉应力超过氧化膜的屈服极限后,就会导致氧化膜破裂。
因此可以说,在紫铜色电泳工业铝型材烘烤过程中,引起表面氧化膜破裂的根源是工业铝型材基体与氧化膜的热膨胀系数差异较大所致。
紫铜棒由此看来,防止紫铜色氧化膜破裂要从减小工业铝型材基体的拉应力和提高表面氧化膜塑性两个方面考虑。
如下几种措施可有效防止紫铜色氧化膜破裂:
① 严格控制氧化膜厚度。一般来说,较厚的氧化膜通常塑性更差,由烘烤导致膜的裂纹愈深,使得肉眼看来更显眼,冷却后亦不易复原,氧化膜厚度宜控制在9~12μm;
② 严格控制阳极氧化槽液温度。较低的阳极氧化槽液温度,使工业铝型材表面获得的氧化膜热塑性较差,因而易产生烘烤膜裂,阳极氧化槽液温度宜控制在20~23℃;
③ 严格控制电泳漆膜厚度。较厚的漆膜需要较长的烘烤时间,对抑制膜裂不利,电泳漆膜厚度宜控制在9~12μm;
④ 严格控制半封闭工艺。在控制好褪色情况下,尽量减弱封闭程度,应控制好封闭工艺参数,封闭速度不宜太快;
⑤ 适当降低烘烤升温速度和烘烤温度。如烘烤时升温速度越快、温度越高,则氧化膜所受到工业铝型材基体的拉应力及由拉应力产生的惯性力会愈大,就愈容易超过氧化膜的屈服极限而导致膜裂。一般控制烘烤温度为160~170℃,烘烤保温时间为30~40min。好从室温或<50℃开始升温,从<50℃升至170℃宜控制在约60min,烘烤升温快、温度高亦易导致紫铜色褪色;
⑥ 优先选用“二次电解着色法”抑制褪色。该措施不会降低紫铜色氧化膜的热塑性,是一既能有效防止褪色又不引发膜裂倾向的双优措施;
⑦ 在产品标准要求许可的情况下,适当减薄基材(即工业铝型材基体)厚度,以减小紫铜色电泳工业铝型材烘烤时工业铝型材基体对氧化膜的拉应力。
生产紫铜色电泳工业铝型材因存在容易褪色和膜裂两大问题,需采取相应的一些防止措施,建议:优先选用“二次电解着色法”抑制褪色;需对生产工艺的一些主要参数进行更严格的控制,如阳极氧化膜厚度为9~12μm、阳极氧化槽液温度为20~23℃、电泳漆膜厚度为9~12μm、烘烤温度为160~170℃,且控制升温速度≯2℃/min等。
生产厂家应该根据各自的实际情况,综合考虑产品质量与生产成本两大要素,选择合适的紫铜色电泳工业铝型材生产工艺。
浙江鑫创荣业商贸有限公司是一家专业致力于 紫铜排生产销售的大型企业。公司有大量 紫铜排现货,将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。 公司自创办以来,靠诚信打造品牌,严格企业管理,强化产品质量,的设备为客户生产的产品,一的独特优势。为更好的服务客户扩大经营范围,我公司特开办了上门送货服务,并有专车专人接送洽谈人员前来订购业务。
直销《鑫创荣业》0.3 0.4 0.5紫铜箔高性能产品_浙江省鑫创荣业商贸有限公司,固定电话:18151371377,移动电话:0527-88266222,联系人:彭丽丽,QQ:2689289878,小淀工业园 发货到 浙江省。





